




平口钳的防震设计有哪些特点
在精密机械加工领域,振动是影响工件表面质量、刀具寿命及加工精度的主要敌人。作为铣床、加工中心等设备上最通用的夹具,平口钳的抗震性能直接决定了切削过程的稳定性。现代高品质平口钳通过结构优化与材料创新,构建了一套系统的防震设计体系,有效抑制了加工中的颤振现象。
一、高刚性整体铸造与筋板强化
防震的基础在于本体的高刚性。优质平口钳通常采用高强度铸铁(如灰口铸铁或球墨铸铁)进行整体铸造。这种材料本身具有优异的阻尼减震特性,能够吸收高频切削振动。更重要的是,在钳体内部设计上,工程师采用了密集的网状筋板结构。这些筋板不仅大幅提升了钳体的抗弯和抗扭刚度,防止在重切削力下发生弹性变形,还改变了结构的固有频率,使其避开常见的切削共振区,从而从源头上减少振动的产生。
二、精密导轨配合与零间隙锁紧
振动往往源于部件间的微小松动。高性能平口钳在活动钳口与固定钳口的导轨配合上,采用了高精度的磨削工艺,确保配合面紧密贴合。部分高端设计引入了楔形锁紧机构或双螺纹驱动系统,当夹紧工件时,不仅能提供巨大的夹持力,还能将活动钳口牢牢“锁”在导轨上,消除垂直方向和水平方向的间隙。这种零间隙的配合状态,使得切削力能够直接传递至机床工作台,避免了因夹具内部晃动引发的低频颤振。
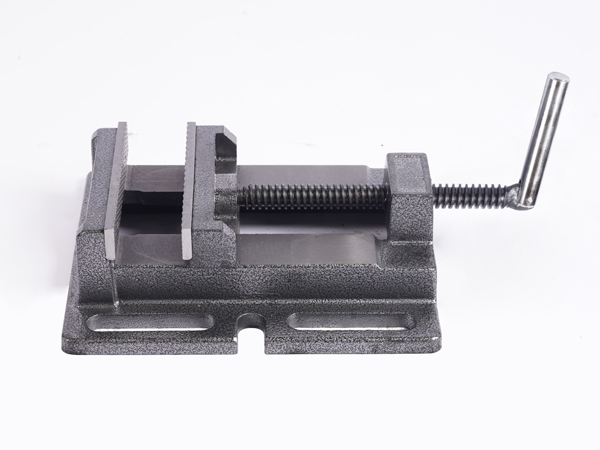
三、宽底面设计与强力锚固系统
平口钳与机床工作台的连接稳定性是防震的最后一道防线。现代平口钳普遍采用加宽的底座设计,增大了与工作台的接触面积,显著降低了单位面积的压强,提高了整体稳定性。同时,底部配有深槽型T型螺栓固定位,允许使用高强度螺栓进行多点锚固。一些设计还引入了定位键(Locating Key),不仅保证了重复定位精度,更承担了部分侧向切削力,防止平口钳在剧烈切削中发生微量滑移或扭转,确保切削过程平稳无声。
四、模块化阻尼减振组件
针对超精加工或难加工材料(如钛合金、高温合金)产生的强烈振动,部分先进平口钳引入了主动或被动的阻尼技术。例如,在钳体关键部位填充高分子阻尼材料,利用其粘弹性消耗振动能量;或者设计可更换的减振垫块,置于工件与钳口之间,既能保护工件表面,又能切断振动波的传递路径。此外,对称式的结构设计使得重心更低且分布更均匀,进一步提升了动态切削时的平衡性。
综上所述,平口钳的防震设计并非单一技术的应用,而是材料选择、结构刚性、配合精度及锚固系统的综合集成。这些特点共同作用,为高精度加工提供了稳固的平台,是现代制造业提升效率与品质的关键保障。

