




平口钳在数控加工中怎么用?
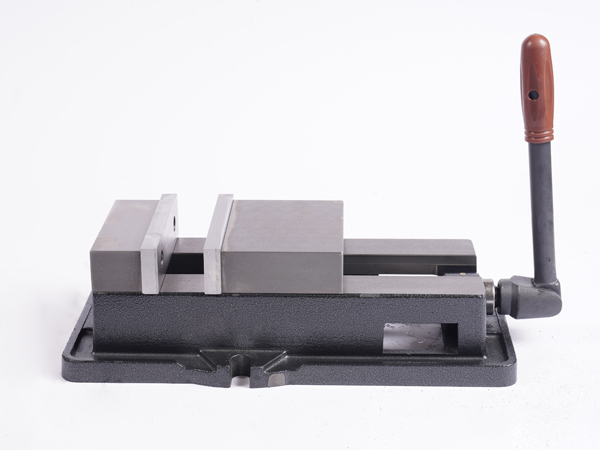
平口钳是数控铣床和加工中心中最基础、最常用的夹具之一。它结构简单、夹紧力强,非常适合夹持形状规则的中小型工件。然而,看似简单的平口钳,在实际的数控加工中却大有讲究。只有掌握规范的操作流程和科学的装夹技巧,才能确保工件的加工精度与生产安全。那么,平口钳在数控加工中怎么用才能发挥最佳效果?
一、平口钳的安装与精密校正
平口钳的使用始于正确的安装。首先,必须彻底清理机床工作台面和平口钳底面,确保没有铁屑、油污或毛刺,防止安装基准面出现偏差。将平口钳放置在工作台中间位置后,使用T型螺栓和压板将其初步固定。
在数控加工中,平口钳的定位精度直接决定了工件的坐标精度,因此校正环节至关重要。通常使用百分表进行精密找正:将百分表固定在机床主轴上,使表针垂直抵住平口钳的固定钳口平面。手动缓慢移动机床的X轴或Y轴,观察百分表指针的跳动情况。通过轻轻敲击平口钳底座进行微调,将固定钳口在全长范围内的跳动误差控制在极小范围内(如0.01mm-0.02mm),确保钳口与机床的进给轴线保持严格的平行或垂直。
二、工件的规范装夹步骤
工件装夹的核心原则是“定位准确、夹紧可靠”。
1.清洁与放置:装夹前,擦净钳口和工件表面的污渍。将工件放入钳口内,通常应使工件的待加工部位高出钳口平面3-5mm,以避免铣削时刀具碰撞到钳口。
2.使用等高垫铁:在工件底部垫上精度较高的平行等高垫铁。这不仅能保护钳口导轨,还能确保工件底面与机床工作台平行。
3.预紧与敲实:用手拧紧平口钳手柄进行预紧。随后,用铜锤或木锤轻轻敲击工件的上表面,直到用手无法轻易推动底部的等高垫铁。这一步是为了让工件底面与垫铁、侧面与固定钳口完全贴合。
4.最终锁紧:在确认工件贴合到位后,再用力锁紧平口钳。对于表面粗糙或有氧化皮的毛坯件,建议在钳口处垫一层铜皮,既能增加摩擦力,又能保护精密钳口不被损坏。
三、数控加工中的注意事项
在数控自动化加工中,夹具的开敞性非常重要。装夹时应尽量让平口钳和工件的位置避开机床的换刀点和行程极限,防止在快速移动或换刀时发生碰撞事故。此外,夹紧力的大小要适中。过大的夹紧力会导致薄壁或铝合金工件发生弹性变形,加工完成后松开夹具,工件回弹就会导致尺寸超差或形状失真。
掌握平口钳在数控加工中的规范用法,从精密校正到科学装夹,每一个环节的严谨操作都是保障零件加工质量的基石。只有打好装夹这一基础,才能为后续的高效数控加工提供可靠保障。

